

A watan da ya gabata, wani abokin ciniki ya same mu yayin da muke neman hanyar gyara gefen zinc alloy. Amsarmu ta kasance tabbatacce, amma saboda siffa da bambancin da ke tsakanin samfuran, za a buƙaci a gwada tasirin yankewa kafin a nuna wa abokin ciniki.
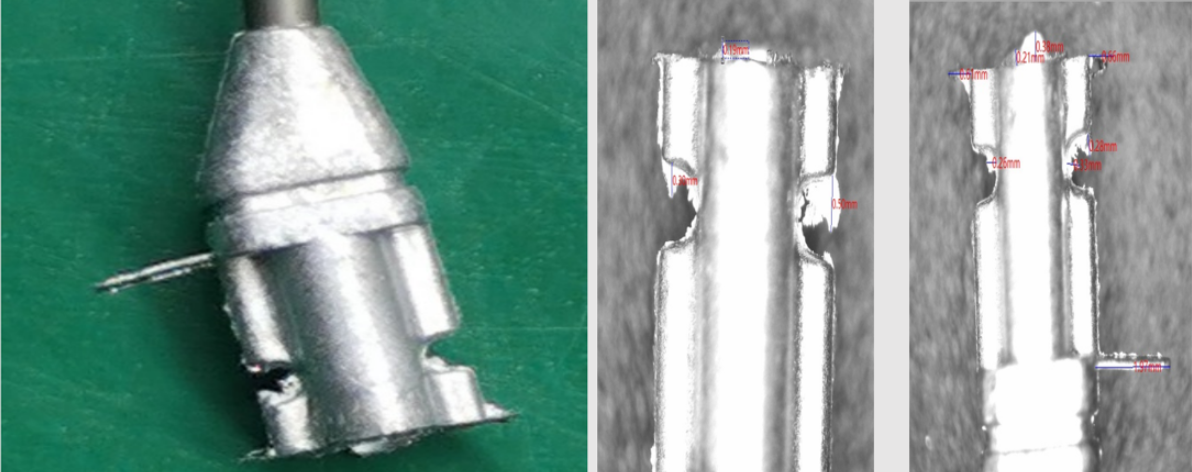
Da muka karɓi bututun haɗin zinc alloy, mun yi gwajin burrs ɗin da ke kan haɗin nan take kuma muka gano cewa bututun an haɗa shi da haɗin kuma ba za a iya raba shi ba. Saboda haka, dole ne a sanya duka biyun a cikin injin gyaran sanyi don gyara gefen. Kauri na burrs ɗin ya kama daga 0.21 zuwa 1.97mm kamar yadda aka gani a ƙarƙashin na'urar hangen nesa ta lantarki, kuma burrs ɗin suma suna bayyane ga ido tsirara.
Saboda halayen kayan ƙarfe na zinc, muna amfani da injin MG mai hana fashewa don lalatawa. An inganta wannan samfurin bisa ga ƙirar asali kamar haka:
1. An yi wa kayan aikin magani ba tare da fashewa ba, kuma akwai hanyar iska mai ƙarfi ta rage matsin lamba a saman.
2. An sanya ƙofar ɗakin kayan aiki da sandar musamman don tsayayya da matsin lamba na fashewa.
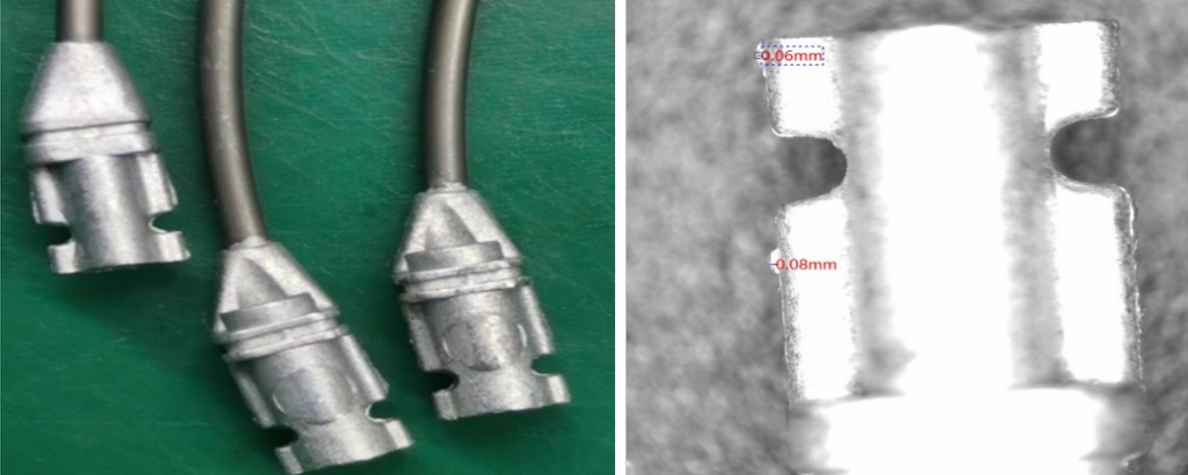
Bayan an gyara bututun haɗin zinc alloy ɗin, an cire manyan burrs da ake gani, kuma bayan an ƙara girmansa sau 30 a ƙarƙashin na'urar hangen nesa ta lantarki, sauran ƙananan burrs ɗin sun yi ƙasa da 0.06mm, a cikin iyakar da abokin ciniki ya buƙata. Sakamakon gwajin ya yi kyau, kuma yanzu an aika samfurin ga abokin ciniki don ƙarin gwajin aiki.
Lokacin Saƙo: Mayu-28-2024



